

登陆成功…�?/p>

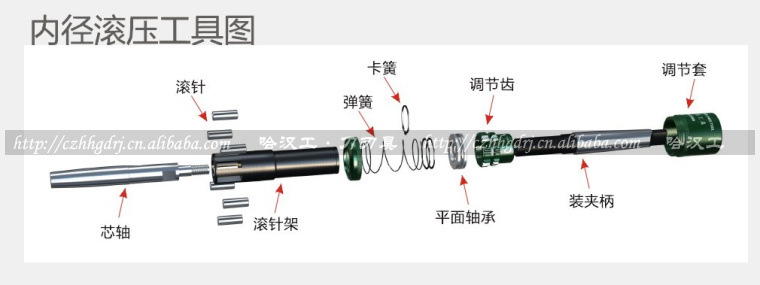
品名:滚压刀(内孔)
使用后表面粗糙度可达到Ra0.2-0.2��m 精度��0.005MM
购买前请提供以下数据
1.孔径、孔有效深度
2.通孔/盲孔
3.锥柄(莫氏号大小�?直柄
4.特殊规格可以订制
以下为标准可加工内孔长度
6-25mm 可加工至65mm镾�/span>
26-39mm 可加工至106mm镾�/span>
40mm以上---- 可加工至160mm镾�/span>
滚压刀每小格调节系数为�?.0025mm,按规格大小总调节范围为0.3mm-0.4mm
精度��0.005mm
由于规格太多只标了区间的单价,一般整数规格都有现货,小数点和加长需定制,价格另箖�/span>
1.滚压工具的加工原�?nbsp;
滚压工具的加工原理就像压路机将凹凸不平的马路压得平整一样,本工具就是用很光滑的滚柱滚压被加工金属表面,将工件表现高凸部分向低凹部分挤压,从而使加工表面达到光滑如镜的效果,是一种塑性加工。被加工工件表面不仅粗糙度瞬间从Ry1.6-3.2um 上升到Ry0.1-0.2um,而且提高被加工表面的硬度、耐磨性、耐腐蚀性、密封性等,消除早期磨损,这些具有切削加工无法取代的优点。本工具具有微调装置,每小格调节系数为:0.0025mm,总调节范围为0.3mm-0.4mm,因此被加工的尺寸精度也相应提高、�/span>
2.加工尺寸、表粗糙�?/span>
我们知道了滚压工具的加工原理是利用滚柱挤压工件表面,所以加工前的尺寸、粗糙度、材质和加工后的要求均有很大关系,需要综合的考虑。如加工前凹凸部分的深浅,用多少加工余量通过滚压加工能完全增埋凹陷部分,达到光滑的表面,不同的材质、硬度、直径也各有差异,所以建议各种产品最初先进行2-3次试验性加工得出最佳参数。滚压加工余量能少则少,滚压加工是高要求的精加工,一般加工前的状态越好,加工后得到的效果也越好,同时滚压工具的磨耗也越少、�/span>一般普通钢件留滚压余量0.02-0.04mm,铜铝件留滚压余�?.03-0.07mm,粗糙度在Ry3.2um以上、�/span>
3.加工部位的壁厙�/span>
使用滚压工具加工,该工件加工部必需有充分的壁厚(外径是孔径的20%以上),如果薄壁或部分薄�?加工后会发生变形或降低圆度,碰到此问题可以用以下几个方法解决:1、减少滚压量�?、利用夹具支撑外周;3、在加工薄壁以前实施加工;滚压工具可加工的工件硬度最大上限值为 HRC30,如果碰到高硬度材料加工时由于工具承受压力大,工具寿命会缩短
4.工具直径的调节方泔�/span>
1、用千分尺测量工具直径、�/span>
2、向柄方向推动有刻度调节套同时左右旋转,便可调整工具直径+�span style="color: #000000;">左旋减少右旋加大,每刻度值为0.0025mm、�/span>
3、直径调整好后,放开铝壳便会自动锁定该直径、�/span>
4、加工盲孔、阶梯孔时,底部�?.5mm-1.0mm无法加工。滚针可轻轻碰到孔底、�/span>
(底部有锥度,R形不相混合的工作,应在底部加垫限位块,防止工具卡死)、�/span>
5.加工设备
此工具适用于普遍的�?�?镗等机床和加工中心,工具的装夹形式主要有直柄与莫氏锥柄两种,也可根据客户需要制定、�/span>









以上是关亍�b>镜面滚压刀/滚光刀/内孔挤压刀41-54MM的详细介绍,产品田�b>常州市哈汉工刀刃具有限公司为您提供,如果您寸�b>常州市哈汉工刀刃具有限公司产品信息感兴趣可�?a class="checkContactWay" href="">联系供应啅�/a>,您也可以查看更多相关的产品�?/p>

吴刚毄�span>先生(业务部经�?
公司电话�?6 0519 69999877
公司传真�?6 0519 86705772
联系我时务必告知是在114批发网上看到的!
大家正在搜索9�/p>
化学锚栓m30油炸膨化设备宏亚散装77松塔台湾宏亚松塔台湾松塔宏亚77松塔 192gpmma再生粒子压力容器专业设计燃油真空热水机组学生透明胶带莱家威化饼干125莱家威化饼干250g莱家威化饼干250
免责声明9�/span>以上信息由会员自行提供,内容的真实性、准确性和合法性由发布会员负责�?14批发网对此不承担任何责任�
友情提醒9�/span>为规避购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量�