

зҷ»йҷҶжҲҗеҠҹвҖҰвҖ?/p>

| иө·жү№йҮҸпјҲжҠүь/span>пјҲь/th> | д»·ж ј |
|---|---|
| >1 | пҝ 3500.00 |
дҫӣеә”е•ҶдҝЎжҒ?/p>
дёҠжө·иүҜеҮЎе·Ҙе…·жңүйҷҗе…¬еҸё
дё»иҗҘдә§е“Ғпјҷь/span>
й’»еӨҙдёқж”»дёқй”Ҙй“ЈеҲҖй“°еҲҖеҗ«й’ҙзӣҙжҹ„й’»еӨҙеҗ«й’ҙй”Ҙжҹ„й’»еӨҙеҗ«й’ҙдёқй”Ҙ/еҗ«й’ҙдёқж”»йқһж Үдёқй”Ҙ/йқһж Үдёқж”»еӣӯжқҝзү?йқһж Үжқҝзүҷй“ЈеҲҖ/иӢұеҲ¶й“ЈеҲҖ/йқһж Үй“ЈеҲҖй“°еҲҖ/иӢұеҲ¶й“°еҲҖ/йқһж Үй“°еҲҖзӣҙжҹ„й”Әй’»/й”Ҙжҹ„й”Әй’»/еҖ’и§’еҲҖж»ҡеҺӢеҲҖ/ж»ҡеҺӢеӨ?ж»ҡжүҺеӨ?жҢӨе…үеҲҖ/ж»ҡеҺӢе·Ҙе…·




дёҠеӣҫдё№ь/span>еӨ–еҫ„SAеҸ°йҳ¶еһӢпјҲеҘ—зӯ’ејҸпјүж»ҡеҺӢе·Ҙе…·зі»еҲ—пјҷь/font>
йҖӮз”ЁдәҺиҪҙгҖҒй”ҖгҖҒиҝһжқҶгҖҒй“қгҖҒй“ңдёҚиғҪзЈЁеүҠеңәеҗҲзӯҲь/span>
йҖӮз”ЁдәҺиҪҙгҖҒй”ҖгҖҒиҝһжқҶгҖҒй“қгҖҒй“ңзӯҲь/span>еҗ„зұ»йҮ‘еұһжқҗиҙЁйӣ¶д»¶зҡ„еҠ е·?/span>
д»Җд№ҲжҳҜж»ҡеҺӢеҠ е·Ҙпјһь/span>
жҲ‘们з»ҸеёёзңӢеҲ°еҺӢи·Ҝжңәй“әи®ҫйҒ“и·Ҝж—¶пјҢеҺӢи·Ҝжңәе°ҶеҮ№еҮёдёҚе№ізҡ„马и·ҜеҺӢеҫ—еҫҲе№іж•ҙгҖӮж»ҡеҺӢе·Ҙе…·зҡ„еҠ е·ҘеҺҹзҗҶд№ҹжҳҜеҰӮжӯӨпјҢз”Ёж»ҡжҹұж»ҡеҺӢйҮ‘еұһиЎЁйқўпјҢе°ҶиЎЁйқўеҮёиө·йғЁеҲҶзўҫе№і,иҖҢдҪҝеҮ№йҷ·йғЁеҲҶйҡҶиө·пјҢеҠ е·ҘжҲҗе…үж»‘еҰӮй•ңзҡ„ж•ҲжһңгҖӮе®ғжҳҜж— еҲҮеүҠзҡ„еЎ‘жҖ§еҠ е·Ҙж–№жі•гҖҒь/strong>
ж»ҡеҺӢеҠ е·ҘеҺҹзҗҶпјҷь/span>
ж»ҡеҺӢеҠ е·ҘжҳҜе°Ҷй«ҳзЎ¬еәҰдё”е…үж»‘зҡ„ж»ҡжҹұдёҺйҮ‘еұһиЎЁйқўж»ҡеҺӢжҺҘи§ҰпјҢдҪҝе…¶иЎЁйқўеұӮеҸ‘з”ҹеұҖйғЁеҫ®йҮҸзҡ„еЎ‘жҖ§еҸҳеҪўеҗҺеҫ—еҲ°ж”№е–„иЎЁйқўзІ—зіҷеәҰзҡ„еЎ‘жҖ§еҠ е·Ҙжі•зҡ„дёҖз§ҚгҖҒь/span>
зҹӯж—¶й—ҙеҶ…ж”№е–„иЎЁйқўзІ—зіҷеәҰзҡ„еҗҢж—¶иЎЁйқўиў«еҠ е·ҘзЎ¬еҢ–пјҢ并且з”ұдәҺдә§з”ҹеҺӢзј©ж®Ӣз•ҷеә”еҠӣеҸҜеҫ—еҲ°е…·жңүиҖҗд№…жҖ§зҡ„иЎЁйқўгҖҒь/span>
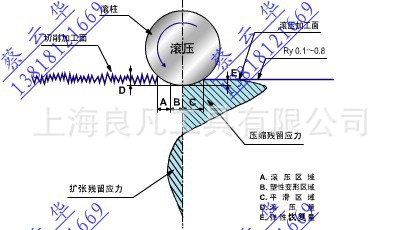
 еӣ?пјҡдёәж»ҡеҺӢеҠ е·ҘеҺҹзҗҶзҡ„жЁЎжӢҹеӣҫгҖӮеңЁж»ҡеҺӢеҢәеҹҹ(A)ж»ҡжҹұдёҺеҲҮеүҠеҠ е·ҘйқўжҺҘи§ҰеҗҺжёҗжёҗеҠ еҺӢпјҢеңЁеЎ‘жҖ§еҸҳеҪўеҢәеҹ?B)жҺҘи§ҰеҺӢеҠӣи¶…иҝҮжқҗж–ҷзҡ„еұҲжңҚзӮ№пјҢдә§з”ҹеұҖйғЁеЎ‘жҖ§еҸҳеҪўгҖҒь/span>
еӣ?пјҡдёәж»ҡеҺӢеҠ е·ҘеҺҹзҗҶзҡ„жЁЎжӢҹеӣҫгҖӮеңЁж»ҡеҺӢеҢәеҹҹ(A)ж»ҡжҹұдёҺеҲҮеүҠеҠ е·ҘйқўжҺҘи§ҰеҗҺжёҗжёҗеҠ еҺӢпјҢеңЁеЎ‘жҖ§еҸҳеҪўеҢәеҹ?B)жҺҘи§ҰеҺӢеҠӣи¶…иҝҮжқҗж–ҷзҡ„еұҲжңҚзӮ№пјҢдә§з”ҹеұҖйғЁеЎ‘жҖ§еҸҳеҪўгҖҒь/span>
еңЁж»ҡжҹұдёӢз«ҜжңҖеӨ§иҙҹйҮҚдҪңз”ЁеҗҺпјҢеңЁе№іж»‘еҢәеҹҹ(C)ејҖе§Ӣеј№жҖ§жҒўеӨҚпјҢж»ҡжҹұжёҗжёҗзҰ»ејҖеҠ е·ҘиЎЁйқўгҖҒьbr>еңЁе®һйҷ…зҡ„ж»ҡеҺӢеҠ е·Ҙдёӯз”ұеӨҡж”Ҝж»ҡжҹұиҝһз»ӯ并еҸҚеӨҚиҝӣиЎҢдёҠиҝ°еҠЁдҪңпјҢе°ҶиЎЁйқўеҠ е·ҘжҲҗе№іж»‘еҰӮй•ңгҖҒь/span>


 дёҠеӣҫдё№ь/span>еӨ–еҫ„CSAзҙ§еҮ‘еһӢж»ҡеҺӢе·Ҙе…·зі»еҲ—пјҡ
дёҠеӣҫдё№ь/span>еӨ–еҫ„CSAзҙ§еҮ‘еһӢж»ҡеҺӢе·Ҙе…·зі»еҲ—пјҡ
дёҖ дә§е“ҒжҖ§иғҪеҸҠи§„ж јпјҡ
1.жң¬е·Ҙе…·еҸҜеңЁжҷ®йҖҡзҡ„иҪҰеәҠпјҢй’»еәҠпјҢй•—еәҠпјҢй“ЈеәҠпјҢCNCеҠ е·ҘдёӯеҝғжҲ–иҖ…ж•°жҺ§жңәеәҠеҲҖжһ¶дёҠе®үиЈ…дҪҝз”Ёпјҡь/span>
2.йҖӮз”ЁдәҺзЎ¬еәҰдёәHRC40?д»ҘдёӢзҡ„еҗ„зұ»йҮ‘еұһжқҗж–ҷйӣ¶д»¶зҡ„еҠ е·Ҙпјҡь/span>
3.еҸҜеҠ е·ҘеӨ–еҫ„дёәҰХ3.0mm-200mm)пјҡь/span>
4.е·Ҙ件з»Ҹж»ҡеҺӢеҗҺпјҢиЎЁйқўзІ—зіҷеҸҜиҫҫеҲ°Ra0.2umд»ҘеҶ…пјҡь/span>
5.еҸҜж №жҚ®з”ЁжҲ·йңҖиҰҒи®ҫи®ЎеҲ¶йҖ гҖҒь/span>
дә?nbsp; ж“ҚдҪңж–№жі•пјҷь/span>
1йҖүжӢ©еҗҲйҖӮзҡ„е·Ҙе…·пјҢе°Ҷе·Ҙе…·иЈ…еӨ№еңЁи®ҫеӨҮпјӣ
2дҪҝж»ҡеҺӢеӨҙдёҺе·Ҙ件иҪҙеҝғзӣёеҗ»еҗҲпјҡь/span>
3жң¬е·Ҙе…·е·ҘдҪңж—¶еҸҜд»ҘжҳҜе·Ҙ件ж—ӢиҪ¬пјҢ
4ж»ҡеҺӢж—¶пјҢиҜ·дҪҝз”ЁеҶ·еҚҙж¶Ұж»‘жІ№гҖҒь/span>
5дёәдәҶиҺ·еҫ—жңҖдҪіж•ҲжһңпјҢиҜ·йҖүз”ЁеҗҲйҖӮзҡ„ж»ҡеҺӢйҮҸгҖҒь/span>
дё?nbsp; еҸӮж•°пјҲдҫӣеҸӮиҖғпјүпјҷь/span>
е·Ҙе…·еһӢеҸ· |
S A |
S A |
S A |
S A |
S A |
S A |
е·Ҙ件зӣҙеҫ„ |
3-9 |
10-19 |
20-29 |
30-49 |
50-69 |
70-100 |
йў„з•ҷж»ҡеҺӢйҮҺь/span> |
0.005-0.015 |
0.01-0.02 |
0.01-0.02 |
0.01-0.02 |
0.01-0.02 |
0.01-0.02 |
иҪ¬йҖһь/span> |
1200-900. |
900-700 |
700-500 |
300-400 |
400-200. |
100-60 |
иҝӣз»ҷйҖҹеәҰ |
0.1-0.2 |
0.15-0.25 |
0.2-0.3 |
0.4-0.5 |
0.7-0.6 |
1.0-1.5 |
еӣ?nbsp; з»ҙжҠӨдёҺдҝқе…»пјҡ
дёәдәҶ延й•ҝе·Ҙе…·зҡ„дҪҝз”ЁеҜҝе‘ҪпјҢж—Ҙеёёзҡ„з»ҙжҠӨдёҺдҝқе…»еҚҒеҲҶйҮҚиҰҒгҖҒь/span>
1гҖҒиҠҜиҪҙзҡ„жӣҙжҚўпјҡжқҫејҖиһәеёҪпјҢеҸ–еҮәиҠҜиҪҙпјӣ
2гҖҒдҝқжҢҒеҘ—зҡ„жӣҙжҚўпјҡеҗҢж ·зҡ„ж–№жі•еҸ–еҮәиҠҜиҪҙпјҢеҸ–дёӢдҝқжҢҒеҘ—жӣҙжҚўпјӣ
3гҖҒж»ҡй’Ҳзҡ„жӣҙжҚўпјҡпјҢеҸ–еҮәдҝқжҢҒеҘ—пјҢе°Ҷж»ҡй’Ҳд»ҺдҝқжҢҒеҘ—еҶ…йҖҖеҮәпјҲж»ҡй’Ҳеҝ…йңҖжҲҗз»„жӣҙжҚўпјүпјӣ
4гҖҒз”ұдәҺж»ҡеҺӢеӨҙеҠ е·Ҙж—¶дә§з”ҹеҫ®е°ҸзІүе°ҳпјҢеҝ…йңҖз»Ҹеёёжё…жҙ—ж»ҡй’ҲдёҺдҝқжҢҒеҘ—д№Ӣй—ҙзҡ„з§Ҝзү©пјҢдҝқжҢҒе·Ҙе…·е·ҘдҪңйғЁдҪҚзҡ„жё…жҙҒпјӣ
5гҖ?/span>ж¶?/span>ж»‘ж¶ІеҫӘзҺҜдҪҝз”Ёж—?иҜ·дҪҝз”ЁиҝҮж»ӨиЈ…зҪ?иҝҮж»ӨеҷЁзҡ„иҝҮж»ӨзҪҗь/span>дёҺзІҫеҜҶеҠ е·ҘиЎЁйқўзҡ„зІ—зіҷзӣёеҜ№еә?е»әи®®дҪҝз”Ё5-40um.
дә?nbsp; жіЁж„ҸдәӢйЎ№пјҷь/span>
1гҖҒдёәдәҶиҺ·еҫ—еҗҲзҗҶзҡ„ж»ҡеҺӢдҪҷйҮҸпјҢеә”ж №жҚ®е·Ҙ件жң¬иә«жғ…еҶөпјҲдё»иҰҒжҳҜжқҗиҙЁгҖҒзЎ¬еәҰгҖҒж»ҡеҺӢеүҚиЎЁйқўзҡ„зІ—зіҷеәҰпјүжңүжүҖйҖүжӢ©гҖӮж•…жү№йҮҸеҠ е·ҘеүҚеә”иҜ•еҠ е·?/span>2-3件пјҢжұӮеҮәжңҖдҪіж»ҡеҺӢеҖјгҖҒь/span>
2гҖҒйҖүжӢ©жё…жҙҒзҡ„дҪҺзІҳеәҰеҶ·еҚҙж¶Ұж»‘жІ№пјҢпјҲдҫӣеҸӮиҖғпјү
жқҗж–ҷ |
еҶ·еҚҙжІёь/span> |
жҜ”дҫӢ |
钢件 |
жңәжІ№еҠ жҹҙжІёь/span> |
3пјҷь/span>7 |
й“қ件 |
жңәжІ№еҠ з…ӨжІёь/span> |
3пјҷь/span>7 |
й“ң件 |
32#еҸҳеҺӢеҷЁжІ№ |
---- |
铸件 |
жңәжІ№еҠ жҹҙжІёь/span> |
3пјҷь/span>7 |
3гҖ?/span>е·Ҙ件еҝ…йЎ»жңүи¶іеӨҹзҡ„еЈҒеҺҡпјҢиӢҘеЈҒеӨӘи–„пјҢеә”еңЁеҮҸе°‘еЈҒеҺҡд№ӢеүҚж»ҡеҺӢгҖӮжҲ–жңүдёҖдёӘеһӢжһ¶жқҘж”Ҝж’‘е‘Ёиҫ№гҖҒь/span>
4гҖ?/span>ж»ҡеҺӢйғЁдҪҚдёҚе®ңжңүиҫғж·ұзҡ„еҲҖз—•пјҢеҲҖзә№еә”еқҮеҢҖгҖҒжқҫејӣгҖҒь/span>
д»ҘдёҠдёәеӨ–еҫ„ж»ҡеҺӢе·Ҙе…¶ь/span>
SAеӨ–еҫ„еҸ°йҳ¶зі»еҲ—е’ҢCSAеӨ–еҫ„зҙ§еҮ‘еһӢзі»еҲ—зҡ„иҜҰз»Ҷд»Ӣз»Қ
еҰӮжңүе…¶е®ғжҠҖжңҜй—®йўҳпјҢж¬ўиҝҺжқҘдәәжқҘз”өе’ЁиҜўи®ўиҙӯпј?/span>
е“Ғз§ҚеҸҠи§„ж јз№ҒеӨ жҒ•дёҚе°ҪеҪ•пј?/span>
д»ҘдёҠдә§е“Ғеә“еӯҳйҮҸе……и¶іпјҢе…ЁйғЁзҺ°иҙ§дҫӣеә”еҸҠеҗ„з§Қйқһж Үи®ўеҒҷь/span>
жӮЁеҸҜд»ҘйҖүжӢ©дёӢиҝ°ж–№ејҸдёӯд»»дҪ•дёҖз§ҚдёҺжҲ‘们иҒ”зі»пјҷь/span>
QQ еңЁзәҝе’ЁиҜўпј?90376780
йҳҝйҮҢж—әж—әе’ЁиҜўпј?90376780
иҒ”зі»дәәпјҡи”Ўдә‘еҚҚь/span>
жүӢжңәпј?3818121669
дј зңҹпј?21-63525316
йӮ®з®ұпјҷь/span>13818121669@qq.com
д»ҘдёҠжҳҜе…ідәҚьb>иҪҙеӨ–еҫ„SAеҸ°йҳ¶еһӢж»ҡеҺӢе·Ҙе…?SAеӨ–еңҶж»ҡеҺӢеҲҖ/ж»ҡеҺӢеӨ?жҢӨе…үеҲҖ/ж»ҡжҢӨеҺӢе…үеҲҖзҡ„иҜҰз»Ҷд»Ӣз»ҚпјҢдә§е“Ғз”°ьb>дёҠжө·иүҜеҮЎе·Ҙе…·жңүйҷҗе…¬еҸёдёәжӮЁжҸҗдҫӣпјҢеҰӮжһңжӮЁеҜёьb>дёҠжө·иүҜеҮЎе·Ҙе…·жңүйҷҗе…¬еҸёдә§е“ҒдҝЎжҒҜж„ҹе…ҙи¶ЈеҸҜд»?a class="checkContactWay" href="">иҒ”зі»дҫӣеә”е•…ь/a>пјҢжӮЁд№ҹеҸҜд»ҘжҹҘзңӢжӣҙеӨҡзӣёе…ізҡ„дә§е“Ғпј?/p>

и”Ўдә‘еҚҚьspan>е…Ҳз”ҹ(й”Җе”®йғЁз»ҸзҗҶ)
13818121669
е…¬еҸёз”өиҜқпё?6 021 63501606
е…¬еҸёдј зңҹпё?6 021 63525316
иҒ”зі»жҲ‘ж—¶еҠЎеҝ…е‘ҠзҹҘжҳҜеңЁ114жү№еҸ‘зҪ‘дёҠзңӢеҲ°зҡ„пјҒ
еӨ§е®¶жӯЈеңЁжҗңзҙўпјҷь/p>
зҮғж°”зӮүжһ¶дә”йҮ‘зӮүжһ¶жҗӘз“·е·ҘиүәиұҶжөҶжң жё…д»“зү№д»·й“қеҗҲйҮ‘йҳіжһҒеҢ–absз”өеҷЁеӨ–еЈізҒҜ具散件组装
е…ҚиҙЈеЈ°жҳҺпјҷь/span>д»ҘдёҠдҝЎжҒҜз”ұдјҡе‘ҳиҮӘиЎҢжҸҗдҫӣпјҢеҶ…е®№зҡ„зңҹе®һжҖ§гҖҒеҮҶзЎ®жҖ§е’ҢеҗҲжі•жҖ§з”ұеҸ‘еёғдјҡе‘ҳиҙҹиҙЈгҖ?14жү№еҸ‘зҪ‘еҜ№жӯӨдёҚжүҝжӢ…д»»дҪ•иҙЈд»»гҖ
еҸӢжғ…жҸҗйҶ’пјҷь/span>дёә规йҒҝиҙӯд№°йЈҺйҷ©пјҢе»әи®®жӮЁеңЁиҙӯд№°зӣёе…ідә§е“ҒеүҚеҠЎеҝ…зЎ®и®Өдҫӣеә”е•Ҷиө„иҙЁеҸҠдә§е“ҒиҙЁйҮҸгҖ