

зҷ»йҷҶжҲҗеҠҹвҖҰвҖ?/p>

| иө·жү№йҮҸпјҲжҠүь/span>пјҲь/th> | д»·ж ј |
|---|---|
| >1 | пҝ 4000.00 |
дҫӣеә”е•ҶдҝЎжҒ?/p>
дёҠжө·иүҜеҮЎе·Ҙе…·жңүйҷҗе…¬еҸё
дё»иҗҘдә§е“Ғпјҷь/span>
й’»еӨҙдёқж”»дёқй”Ҙй“ЈеҲҖй“°еҲҖеҗ«й’ҙзӣҙжҹ„й’»еӨҙеҗ«й’ҙй”Ҙжҹ„й’»еӨҙеҗ«й’ҙдёқй”Ҙ/еҗ«й’ҙдёқж”»йқһж Үдёқй”Ҙ/йқһж Үдёқж”»еӣӯжқҝзү?йқһж Үжқҝзүҷй“ЈеҲҖ/иӢұеҲ¶й“ЈеҲҖ/йқһж Үй“ЈеҲҖй“°еҲҖ/иӢұеҲ¶й“°еҲҖ/йқһж Үй“°еҲҖзӣҙжҹ„й”Әй’»/й”Ҙжҹ„й”Әй’»/еҖ’и§’еҲҖж»ҡеҺӢеҲҖ/ж»ҡеҺӢеӨ?ж»ҡжүҺеӨ?жҢӨе…үеҲҖ/ж»ҡеҺӢе·Ҙе…·
д»ҘдёӢдёәйғЁеҲҶе®һзү©з…§зүҮпјҢдҫӣеҸӮиҖӮь/font>











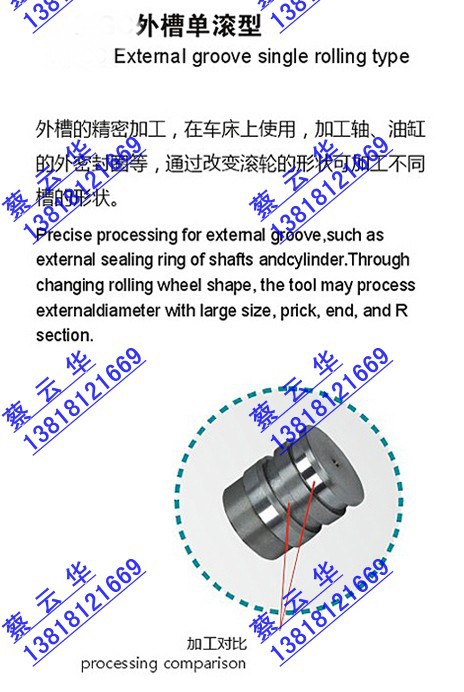
еӨ–ж§ҪеҚ•ж»ҡеһӢж»ҡеҺӢе·Ҙе…?ж»ҡеҺӢеҲҖ/ж»ҡеҺӢеӨҙпјҡ
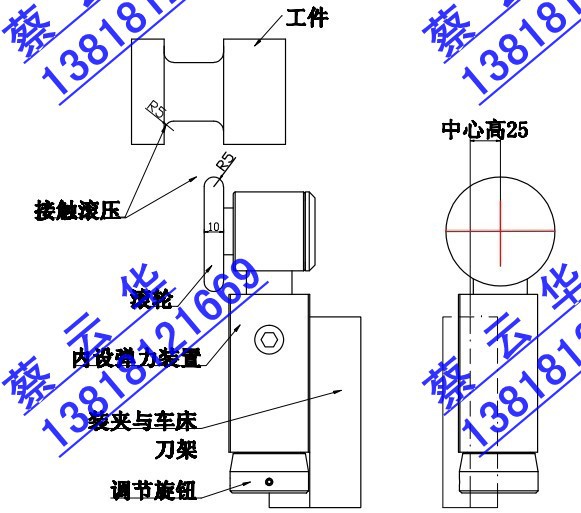
еҶ…зҪ®еҺӢеҠӣи°ғиҠӮиЈ…зҪ®пјҲеёҰеј№еҠӣпјүеңЁиҪҰеәҠдёҠдҪҝз”ЁеӨ–ж§Ҫзҡ„зІҫеҜҶеҠ е·ҘпјҢз”ЁдәҺиҪҙгҖҒжІ№зјёзҡ„еӨ–еҜҶе°ҒеңҲзӯүпјҢйҖҡиҝҮж”№еҸҳж»ҡиҪ®зҡ„еҪўзҠ¶еҸҜеҠ е·ҘдёҚеҗҢж§Ҫзҡ„еҪўзҠ¶пјҢеҰӮеӨ–еҜҶе°Ғж§ҪйқўпјҢRйқўпјҲеҶ…Rе’ҢеӨ–RпјүпјҢж–ңйқўзӯүзӯүиҝӣиЎҢй•ңйқўж»ҡеҺӢ
д»ҘдёӢдёәйғЁеҲҶеҶ…ж§ҪеҲҖж»ҡеҺӢе·Ҙе…·е®һзү©з…§зүҮпјҢдҫӣеҸӮиҖӮь/font>

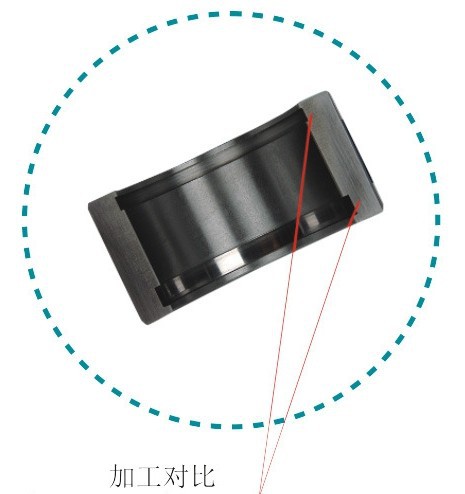



еҶ…ж§ҪеҚ•ж»ҡеһӢж»ҡеҺӢе·Ҙе…?ж»ҡеҺӢеҲҖ/ж»ҡеҺӢеӨҙпјҡ
еҶ…еӯ”зҡ„зІҫеҜҶеҶ…ж§Ҫж»ҡеҺӢеҠ е·ҘпјҢеңЁиҪҰеәҠдёҠдҪҝз”ЁпјҢеҰӮжІ№зјёзҡ„еҶ…ж§ҪеҜҶе°ҒеңҲзӯүпјҢйҖҡиҝҮж”№еҸҳж»ҡиҪ®еӯҗеҪўзҠ¶еҸҜеҠ е·ҘдёҚеҗҢж§Ҫзҡ„еҪўзҠ¶еҸҠеҶ…еҫ„з«ҜйқўзӯүеҠ е·ҘпјҢеҰӮеҶ…еҜҶе°Ғж§ҪйқўпјҢRйқўпјҲеҶ…Rе’ҢеӨ–RпјүпјҢж–ңйқўзӯүзӯүиҝӣиЎҢй•ңйқўж»ҡеҺӢгҖҒь/font>д»Җд№ҲжҳҜж»ҡеҺӢеҠ е·Ҙпјһь/span>
жҲ‘们з»ҸеёёзңӢеҲ°еҺӢи·Ҝжңәй“әи®ҫйҒ“и·Ҝж—¶пјҢеҺӢи·Ҝжңәе°ҶеҮ№еҮёдёҚе№ізҡ„马и·ҜеҺӢеҫ—еҫҲе№іж•ҙгҖӮж»ҡеҺӢе·Ҙе…·зҡ„еҠ е·ҘеҺҹзҗҶд№ҹжҳҜеҰӮжӯӨпјҢз”Ёж»ҡиҪ®ж»ҡеҺӢйҮ‘еұһиЎЁйқўпјҢе°ҶиЎЁйқўеҮёиө·йғЁеҲҶзўҫе№і,иҖҢдҪҝеҮ№йҷ·йғЁеҲҶйҡҶиө·пјҢеҠ е·ҘжҲҗе…үж»‘еҰӮй•ңзҡ„ж•ҲжһңгҖӮе®ғжҳҜж— еҲҮеүҠзҡ„еЎ‘жҖ§еҠ е·Ҙж–№жі•гҖҒь/strong>
ж»ҡеҺӢеҠ е·ҘеҺҹзҗҶпјҷь/span>
ж»ҡеҺӢеҠ е·ҘжҳҜе°Ҷй«ҳзЎ¬еәҰдё”е…үж»‘зҡ„ж»ҡиҪ®дёҺйҮ‘еұһиЎЁйқўж»ҡеҺӢжҺҘи§ҰпјҢдҪҝе…¶иЎЁйқўеұӮеҸ‘з”ҹеұҖйғЁеҫ®йҮҸзҡ„еЎ‘жҖ§еҸҳеҪўеҗҺеҫ—еҲ°ж”№е–„иЎЁйқўзІ—зіҷеәҰзҡ„еЎ‘жҖ§еҠ е·Ҙжі•зҡ„дёҖз§ҚгҖҒь/span>
зҹӯж—¶й—ҙеҶ…ж”№е–„иЎЁйқўзІ—зіҷеәҰзҡ„еҗҢж—¶иЎЁйқўиў«еҠ е·ҘзЎ¬еҢ–пјҢ并且з”ұдәҺдә§з”ҹеҺӢзј©ж®Ӣз•ҷеә”еҠӣеҸҜеҫ—еҲ°е…·жңүиҖҗд№…жҖ§зҡ„иЎЁйқўгҖҒь/span>
 еӣ?пјҡдёәж»ҡеҺӢеҠ е·ҘеҺҹзҗҶзҡ„жЁЎжӢҹеӣҫгҖӮеңЁж»ҡеҺӢеҢәеҹҹ(A)ж»ҡиҪ®дёҺеҲҮеүҠеҠ е·ҘйқўжҺҘи§ҰеҗҺжёҗжёҗеҠ еҺӢпјҢеңЁеЎ‘жҖ§еҸҳеҪўеҢәеҹ?B)жҺҘи§ҰеҺӢеҠӣи¶…иҝҮжқҗж–ҷзҡ„еұҲжңҚзӮ№пјҢдә§з”ҹеұҖйғЁеЎ‘жҖ§еҸҳеҪўгҖҒь/span>
еӣ?пјҡдёәж»ҡеҺӢеҠ е·ҘеҺҹзҗҶзҡ„жЁЎжӢҹеӣҫгҖӮеңЁж»ҡеҺӢеҢәеҹҹ(A)ж»ҡиҪ®дёҺеҲҮеүҠеҠ е·ҘйқўжҺҘи§ҰеҗҺжёҗжёҗеҠ еҺӢпјҢеңЁеЎ‘жҖ§еҸҳеҪўеҢәеҹ?B)жҺҘи§ҰеҺӢеҠӣи¶…иҝҮжқҗж–ҷзҡ„еұҲжңҚзӮ№пјҢдә§з”ҹеұҖйғЁеЎ‘жҖ§еҸҳеҪўгҖҒь/span>
еңЁж»ҡиҪ®дёӢз«ҜжңҖеӨ§иҙҹйҮҚдҪңз”ЁеҗҺпјҢеңЁе№іж»‘еҢәеҹҹ(C)ејҖе§Ӣеј№жҖ§жҒўеӨҚпјҢж»ҡиҪ®жёҗжёҗзҰ»ејҖеҠ е·ҘиЎЁйқўгҖҒьbr>еңЁе®һйҷ…зҡ„ж»ҡеҺӢеҠ е·Ҙдёӯз”ұж»ҡиҪ®иҝһз»ӯ并еҸҚеӨҚиҝӣиЎҢдёҠиҝ°еҠЁдҪңпјҢе°ҶиЎЁйқўеҠ е·ҘжҲҗе№іж»‘еҰӮй•ңгҖҒь/span>
дә§е“ҒжҖ§иғҪ:
1гҖҒжң¬е·Ҙе…·еҸҜеңЁжҷ®йҖҡиҪҰеәҠгҖҒCNCзі»еҲ—жңәеәҠгҖҒеҠ е·Ҙдёӯеҝғзӯүи®ҫеӨҮдёҠдҪҝз”ЁгҖҒь/span>
2гҖҒйҖӮз”ЁдәҺе·Ҙ件硬еәҰHRC40д»ҘдёӢзҡ„еҗ„зұ»йҮ‘еұһжқҗиҙЁйӣ¶д»¶зҡ„еӨ–гҖҒеҶ…ж§Ҫзҡ„еҠ е·ҘгҖҒь/span>
3гҖҒеҸҜеҠ е·ҘиҢғеӣҙпјҢжңҖе°Ҹж§Ҫе®?.0mm,ж§Ҫж·ұ20MMд»ҘеҶ…пјҢеӨ–ж§Ҫе®Ҫдёәж— йҷҗе®ҪгҖӮеҶ…еӯ”еӯ”еҫ„дёә25mmд»ҘдёҠж–№еҸҜеҠ е·ҘгҖҒь/span>
4гҖҒйӣ¶д»¶йҖҡиҝҮдёҖж¬ЎжҖ§еҠ е·ҘеҗҺиЎЁйқўзІ—зіҷеәҰеҸҜиҫҫеҲ°Ra0.2umгҖҒь/span>
5гҖҒеҸҰеҸҜд»Ҙж №жҚ®з”ЁжҲ·иҰҒжұӮеҸҠжңәеәҠи§„ж јжқҘи®ҫи®Ўи®ўеҒҡгҖҒь/span>
ж“ҚдҪңж–№жі•пјҷь/span>
1гҖҒйҖүжӢ©еҗҲйҖӮзҡ„еӨ–гҖҒеҶ…ж§Ҫж»ҡеҺӢе·Ҙе…·пјҢе°Ҷе·Ҙе…·иЈ…еӨ№йғЁиЈ…еӨ№еңЁжңәеәҠи®ҫеӨҮзҡ„еҲҖжһ¶дёҠгҖҒь/span>
2гҖҒдҪҝе·Ҙе…·еӨҙдёҺе·Ҙ件иҪҙзәҝгҖҒж§Ҫеҝғзӣёеҗ»еҗҲгҖҒь/span>
3гҖҒеӨ–ж§Ҫж»ҡеҺӢе·Ҙе…·и®ҫи®Ўй…ҚеӨҮдәҶеј№з°§еҺӢеҠӣи°ғиҠӮиЈ…зҪ®пјҢе…¶жө®еҠЁиҢғеӣҙең?.2MM-0.4MMд№Ӣй—ҙгҖҒь/span>
4гҖҒдёәдәҶиҺ·еҫ—жңҖдҪіж•ҲжһңпјҢиҜ·йҖүз”ЁеҗҲйҖӮзҡ„ж»ҡеҺӢйҮҸгҖҒь/span>
еҸӮж•° (дҫӣеҸӮиҖ?
е·Ҙе…·еһӢеҸ· |
WC |
LC |
е·Ҙе…·еӨ–еҫ„пјҲmmпјҲь/span> |
36*36 |
20*20 |
жңүж•ҲеҠ е·Ҙеҫ„пјҲmmпјҲь/span> |
дҫқжҚ®е·Ҙ件 |
дҫқжҚ®е·Ҙ件 |
жҹ„йғЁй•ҝеәҰпјҲmmпјҲь/span> |
150 |
150 |
жҹ„йғЁзӣҙеҫ„пјҲmmпјҲь/span> |
36 |
20 |
е…Ёй•ҝпјҲmmпјҲь/span> |
180 |
180 |
ж»ҡиҪ®ж•°пјҲж”Ҝпјү |
1 |
1 |
РӨ50ж§Ҫж·ұ5mmгҖҒе®Ҫ5mmдёәдҫӢпјҷь/span> |
|
еһӢеҸ· |
WC |
ж»ҡеҺӢйҮҸпјҲmmпјҲь/span> |
0.01вҲ?.03 |
иҪ¬йҖҹпјҲr/minпјҲь/span> |
600 |
е·Ҙе…·зҡ„з»ҙжҠӨдёҺдҝқе…»:
1гҖҒж»ҡй’Ҳзҡ„жӣҙжҚўпј?nbsp;жҠҠе·Ҙе…·еӨҙйғЁиһәдёқеҚёдёӢпјҢж»ҡй’Ҳд»ҺдҝқжҢҒеҘ—еҶ…еҸ–еҮәеҚіеҸҜгҖӮпјҲж»ҡй’ҲеһӢеҸ·еҝ…йңҖдёҺдҝқжҢҒеҘ—зӣёз¬ҰпјҲь/span>
2гҖҒдҝқжҢҒеҘ—зҡ„жӣҙжҚўпјҡ еҗҢж ·зҡ„ж–№жі•еҚёдёӢдҝқжҢҒеҘ—иһәеёҪпјҢеҸ–дёӢдҝқжҢҒеҘ—жӣҙжҚўгҖҒь/span>
3гҖҒиҪҙжүҝзҡ„жӣҙжҚўпј?nbsp;еҚёдёӢдҝқжҢҒеҘ—иһәеёҪпјҢжқҫеҠЁиҪҙжүҝеӣәе®ҡиһәдёқпјҢеҸ–дёӢиҪҙжүҝгҖ?иҪҙжүҝеһӢеҸ·еҝ…йЎ»дёҺе·Ҙе…·й…ҚеҘ?
4гҖҒз”ұдәҺж»ҡеҺӢеӨҙеҠ е·Ҙж—¶дә§з”ҹеҫ®е°ҸзІүе°ҳпјҢеҝ…йңҖдҝқжҢҒе·Ҙе…·е·ҘдҪңйғЁдҪҚзҡ„жё…жҙҒпјҢж¶Ұж»‘гҖӮз»Ҹеёёжё…жҙ—жё…зҗҶж»ҡй’ҲдёҺдҝқжҢҒеҘ—гҖҒиҪҙжүҝд№Ӣй—ҙзҡ„з§Ҝзү©гҖҒь/span>
5гҖҒж¶Ұж»‘ж¶ІеҫӘзҺҜдҪҝз”Ёж—?иҜ·дҪҝз”ЁиҝҮж»ӨиЈ…зҪ?иҝҮж»ӨеҷЁзҡ„иҝҮж»ӨзҪ‘дёҺзІҫеҜҶеҠ е·ҘиЎЁйқўзҡ„зІ—зіҷзӣёеҜ№еә”,е»әи®®дҪҝз”Ё5-40um.
жіЁж„ҸдәӢйЎ№:
1гҖҒдёәдәҶиҺ·еҫ—еҗҲзҗҶзҡ„ж»ҡеҺӢдҪҷйҮҸпјҢеә”ж №жҚ®е·Ҙ件жң¬иә«жғ…еҶөпјҲдё»иҰҒжҳҜжқҗиҙЁгҖҒзЎ¬еәҰгҖҒж»ҡеҺӢеүҚиЎЁйқўзҡ„зІ—зіҷеәҰпјүжңүжүҖйҖүжӢ©гҖӮж•…жү№йҮҸеҠ е·ҘеүҚеә”иҜ•еҠ е·?-3件пјҢжұӮеҮәжңҖдҪіж»ҡеҺӢеҖјгҖ?иҜҰжғ…еҸӮиҖғиЎЁеӣ?
2гҖҒйҖүжӢ©жё…жҙҒзҡ„дҪҺзІҳеәҰеҶ·еҚҙж¶Ұж»‘жІ№пјҢ(дҫӣеҸӮиҖ?
жқҗж–ҷ |
涧滑沸ь/span> |
жҜ”дҫӢ |
钢件 |
жңәжІ№еҠ жҹҙжІёь/span> |
3:7 |
й“қ件 |
жңәжІ№еҠ з…ӨжІёь/span> |
3:7 |
й“ң件 |
32#еҸҳеҺӢеҷЁжІ№ |
|
铸件 |
жңәжІ№еҠ жҹҙжІёь/span> |
3:7 |
3гҖҒе·Ҙ件еҝ…йЎ»жңүи¶іеӨҹзҡ„еЈҒеҺҡпјҢиӢҘеЈҒеӨӘи–„пјҢеә”еңЁеҮҸе°‘еЈҒеҺҡд№ӢеүҚж»ҡеҺӢгҖӮжҲ–жңүдёҖдёӘеһӢжһ¶жқҘж”Ҝж’‘еҶ…йғЁжҲ–е‘Ёиҫ№гҖҒь/span>
4гҖҒж»ҡеҺӢйғЁдҪҚдёҚе®ңжңүиҫғж·ұзҡ„еҲҖз—•пјҢеҲҖзә№еә”еқҮеҢҖгҖҒжқҫејӣгҖҒь/span>
жӮЁеҸҜд»ҘйҖүжӢ©дёӢиҝ°ж–№ејҸдёӯд»»дҪ•дёҖз§ҚдёҺжҲ‘们иҒ”зі»пјҷь/span>
QQ еңЁзәҝе’ЁиҜўпј?90376780
йҳҝйҮҢж—әж—әе’ЁиҜўпј?90376780
иҒ”зі»дәәпјҡи”Ўдә‘еҚҚь/span>
жүӢжңәпј?3818121669
дј зңҹпј?21-63525316
йӮ®з®ұпјҷь/span>13818121669@qq.com
д»ҘдёҠжҳҜе…ідәҚьb>иҪ?жІ№зјёзҡ„еҜҶе°ҒеңҲзҡ„еҶ…еӨ–еҜҶе°Ғж§Ҫйқ?Rж§?ж–ңйқўж»ҡеҺӢе·Ҙе…·/ж»ҡеҺӢеҲҖ/ж»ҡеҺӢеӨіь/b>зҡ„иҜҰз»Ҷд»Ӣз»ҚпјҢдә§е“Ғз”°ьb>дёҠжө·иүҜеҮЎе·Ҙе…·жңүйҷҗе…¬еҸёдёәжӮЁжҸҗдҫӣпјҢеҰӮжһңжӮЁеҜёьb>дёҠжө·иүҜеҮЎе·Ҙе…·жңүйҷҗе…¬еҸёдә§е“ҒдҝЎжҒҜж„ҹе…ҙи¶ЈеҸҜд»?a class="checkContactWay" href="">иҒ”зі»дҫӣеә”е•…ь/a>пјҢжӮЁд№ҹеҸҜд»ҘжҹҘзңӢжӣҙеӨҡзӣёе…ізҡ„дә§е“Ғпј?/p>

и”Ўдә‘еҚҚьspan>е…Ҳз”ҹ(й”Җе”®йғЁз»ҸзҗҶ)
13818121669
е…¬еҸёз”өиҜқпё?6 021 63501606
е…¬еҸёдј зңҹпё?6 021 63525316
иҒ”зі»жҲ‘ж—¶еҠЎеҝ…е‘ҠзҹҘжҳҜеңЁ114жү№еҸ‘зҪ‘дёҠзңӢеҲ°зҡ„пјҒ
еӨ§е®¶жӯЈеңЁжҗңзҙўпјҷь/p>
жҙ—жһӘж°ҙеҶҚз”ҹжңәдёҒй…®еӣһ收装зҪ®е·Ҙдёҡй…’зІҫи’ёйҰҸи®ҫеӨҮејҖжІ№ж°ҙи’ёйҰҸи®ҫеӨҮи„ұж°ҙиҫЈжӨ’и„ұж°ҙйҹӯи‘ұеҮәеҸЈеў“зў‘иҙөеҰғйҮ‘йә»ејӮеҪўзҹіжқҗеҠ е·ҘйҒ“и·Ҝж–Ҫе·Ҙи®ҫеӨҮиҮӘеҠЁиҙҙиҶңжүӢжңә
е…ҚиҙЈеЈ°жҳҺпјҷь/span>д»ҘдёҠдҝЎжҒҜз”ұдјҡе‘ҳиҮӘиЎҢжҸҗдҫӣпјҢеҶ…е®№зҡ„зңҹе®һжҖ§гҖҒеҮҶзЎ®жҖ§е’ҢеҗҲжі•жҖ§з”ұеҸ‘еёғдјҡе‘ҳиҙҹиҙЈгҖ?14жү№еҸ‘зҪ‘еҜ№жӯӨдёҚжүҝжӢ…д»»дҪ•иҙЈд»»гҖ
еҸӢжғ…жҸҗйҶ’пјҷь/span>дёә规йҒҝиҙӯд№°йЈҺйҷ©пјҢе»әи®®жӮЁеңЁиҙӯд№°зӣёе…ідә§е“ҒеүҚеҠЎеҝ…зЎ®и®Өдҫӣеә”е•Ҷиө„иҙЁеҸҠдә§е“ҒиҙЁйҮҸгҖ