

登陆成功…�?/p>


 超工牌超精滚压工其�/span>Rolls the tool 也叫内孔/内径/内圆/超工滚压刀、超工滚压头、超工滚轧头、超工滚镗头、超工滚挤刀、超工滚光刀、超工挤光刀、超工压光刀、超工滚压铰刀、超工滚柱铰刀、超工滚针绞刀、超工滚压刀具、超工镜面工具等名称,因为地域与语言习惯关系,各地的叫法也有所不同,北方工厂内师父们习惯称�?mdash;��滚压头,理解为一头往里钻;南方工厂内师父们习惯称�?mdash;��滚压刀,理解其是机械加工刀具的一种。根据加工原理统称为滚压工具,都是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械加工,这是在先进国家普遍使用,也是目前国内最理想的镜面加工工具,是为各生产企业提高品质,提高效益,改进传统工艺的最佳选择�?/span>
超工牌超精滚压工其�/span>Rolls the tool 也叫内孔/内径/内圆/超工滚压刀、超工滚压头、超工滚轧头、超工滚镗头、超工滚挤刀、超工滚光刀、超工挤光刀、超工压光刀、超工滚压铰刀、超工滚柱铰刀、超工滚针绞刀、超工滚压刀具、超工镜面工具等名称,因为地域与语言习惯关系,各地的叫法也有所不同,北方工厂内师父们习惯称�?mdash;��滚压头,理解为一头往里钻;南方工厂内师父们习惯称�?mdash;��滚压刀,理解其是机械加工刀具的一种。根据加工原理统称为滚压工具,都是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械加工,这是在先进国家普遍使用,也是目前国内最理想的镜面加工工具,是为各生产企业提高品质,提高效益,改进传统工艺的最佳选择�?/span>
我们经常看到压路机铺设道路时,压路机将凹凸不平的马路压得很平整。滚压工具的加工原理也是如此,用滚柱滚压金属表面,将表面凸起部分碾平,而使凹陷部分隆起,加工成光滑如镜的效果。它是无切削的塑性加工方法、�/strong>
滚压加工是将高硬度且光滑的滚柱与金属表面滚压接触,使其表面层发生局部微量的塑性变形后得到改善表面粗糙度的塑性加工法的一种、�/span>
 �?:为滚压加工原理的模拟图。在滚压区域(A)滚柱与切削加工面接触后渐渐加压,在塑性变形区�?B)接触压力超过材料的屈服点,产生局部塑性变形、�/span>
�?:为滚压加工原理的模拟图。在滚压区域(A)滚柱与切削加工面接触后渐渐加压,在塑性变形区�?B)接触压力超过材料的屈服点,产生局部塑性变形、�/span>
在滚柱下端最大负重作用后,在平滑区域(C)开始弹性恢复,滚柱渐渐离开加工表面、�br>在实际的滚压加工中由多支滚柱连续并反复进行上述动作,将表面加工成平滑如镜、�/span>



上图丹�/span>内径通孔SH型系列:标准规格(直径)3.5mm-500mm范围孔内面精加工用滚柱滚压工具,用于通孔内径加工+�/span>适用于液压油缸体�?/span>转子�?/span>连杆摇臂�?/span>阀佒�span style="FONT-FAMILY: Times New Roman">�?/span>其他通孔产品等等、�/span>
 上图丹�/span>内径盲孔SB型系列:标准规格(直径)7mm-500mm范围孔内面精加工用滚柱滚压工具,用于盲孔内径加工+�/span>适用亍�span style="FONT-FAMILY: 宋体">轴承桢�/span>、液压阀�?/span>制动泵体�?/span>活塞式制�?/span>钳缸佒�span style="FONT-FAMILY: Times New Roman">、其它盲孔产�?/span>等等、�/span>
上图丹�/span>内径盲孔SB型系列:标准规格(直径)7mm-500mm范围孔内面精加工用滚柱滚压工具,用于盲孔内径加工+�/span>适用亍�span style="FONT-FAMILY: 宋体">轴承桢�/span>、液压阀�?/span>制动泵体�?/span>活塞式制�?/span>钳缸佒�span style="FONT-FAMILY: Times New Roman">、其它盲孔产�?/span>等等、�/span>
产品的性能特点9�/strong>
加工直径(mm�?nbsp; 转速(min-1) 进给�?mm/rev)
6 -14 1500-1000 0.1-0.4
15-24 1000-500 0.2-0.6
25-44 800-400 0.3-1.0
45-74 600-300 0.5-1.5
75-99 300-150 0.6-1.8
100-139 200-80 1.2-3.0
140-200 150-50 1.2-3.0
按以上的技术数据进行加工,机床主轴要右转,加工完成后,退出工具滚柱会自动缩小不会损伤加工靡�/span>

请用手按住滚柱后端部将其紧靠在支架沟槽后端部进行工具直径的测量、�/strong>
被加工工件表面硬度应低于HRC38�?/span>
如有其它技术问题,欢迎来人来电咨询及订�?/span>
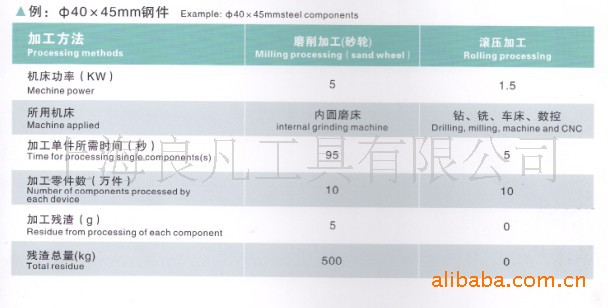
以上为:内孔内径内圆型滚压刀资料
以下为:外径外圆型滚压刀资料

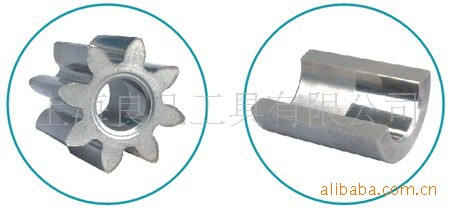
 样品加后的效果:左边已滚�?nbsp;,右边未滚压
样品加后的效果:左边已滚�?nbsp;,右边未滚压
上图丹�/span>外圆滚压刀又叫外径外园滚压刀、挤压刀、挤光刀、压光刀、滚挤刀、镜面刀、滚压头等等9�/span>主要用于放普通车床或者数控车床的刀架上对轴类零件外圆的滚压加工,提高零件的抗疲劳性,耐蚀性,降低表面粗糙度,替代磨削,车削工艺,提高生产效率、�/span>
转速与进给9�/span>
加工直径(mm�?nbsp; 转速(min-1) 进给�?mm/rev)
15-24 400-650 0.3-0.8
25-44 350-550 0.4-1.0
45-64 250-400 0.6-1.5
操作需知:
A9�/span>检查滚压工具滚轮转动均匀良好,表面清洁无油污、�br>B9�/span>工件应保持清洁,无油污,加工前温度不得超�?0��C,表面无缩孔,波形,硬点等情况。原始粗糙度不低于Ra3.2,硬度均匀HB180��255、�br>C9�/span>为防止工件表层组织产生疲劳,重复滚压次数不宜超过3次、�br>D9�/span>滚轮安装中心度应和工件中心高一致,以滚�?5��面与工件平行借助1/2为最佳切入角、�/span>
如有其它技术问题或需详细产品介绍及使用说明书请咨询索取如下:
品种及规格繁� 恕不尽录�?/span>
以上产品库存量充足,全部现货供应及各种非标订偙�/span>
您可以选择下述方式中任何一种与我们联系9�/span>
QQ 在线咨询�?90376780
阿里旺旺咨询�?90376780
联系人:蔡云卍�/span>
手机�?3818121669
传真�?21-63525316
邮箱9�/span>13818121669@qq.com
以上是关亍�b>厂家现货超工超精内径滚压工具/通孔SH�?盲孔SB�?规格齐全的详细介绍,产品田�b>上海良凡工具有限公司为您提供,如果您寸�b>上海良凡工具有限公司产品信息感兴趣可�?a class="checkContactWay" href="">联系供应啅�/a>,您也可以查看更多相关的产品�?/p>

蔡云卍�span>先生(销售部经理)
13818121669
公司电话�?6 021 63501606
公司传真�?6 021 63525316
联系我时务必告知是在114批发网上看到的!
免责声明9�/span>以上信息由会员自行提供,内容的真实性、准确性和合法性由发布会员负责�?14批发网对此不承担任何责任�
友情提醒9�/span>为规避购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量�